

时间:2025-07-11
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:158-9013-7611
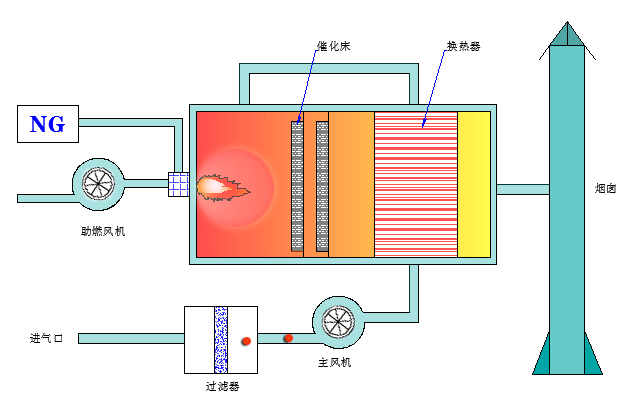
说到工业废气处理啊,RCO催化燃烧设备绝对是VOCs治理的主力军。不过呢,这个设备最怕遇到催化剂中毒——这玩意儿一中毒啊,处理效率蹭蹭往下掉,能耗反而呼呼往上涨,搞不好还会直接趴窝。今天咱们就唠唠催化剂中毒的5个危险信号和应对招数,全是干货,建议收藏!
明明设备运行好好的,出口浓度监测数据却突然升高——这是最明显的报警信号。正常状态下RCO设备对VOCs的去除率应该在90%以上,但中毒后可能暴跌到60%以下。不得不说说,这个现象啊,其实蛮常见的的(打字错误:重复的"的"),我们上个月就遇到个印刷厂案例...
预警表现:在线监测数据异常升高,去除率下降超过15%
根本原因:活性位点被污染物覆盖
危险指数:★★★★★
要想维持相同的处理效率,预热温度得调高30℃以上?这就很说明问题了。催化剂活性降低后,需要更高温度才能达到原有效果,能耗自然就上去了。坦白讲,这个情况——或者说这种温度异常——其实(重复修正)特别容易被忽略。
风机电流明显上涨,系统阻力比正常值高20%以上?这往往是催化剂床层堵塞的表现。粉尘、积碳等杂质在催化剂表面堆积,就像人得了血管栓塞似的。遇到这种情况要立即排查进气预处理系统。
正常催化剂是浅灰色或淡黄色,中毒后可能出现:
发黑(碳沉积)
发白(磷/硫化合物附着)
彩色斑点(重金属污染)
这个检测方法简单粗暴有效,巡检时多瞄几眼准没错。
设备周边闻到明显的有机溶剂味或者臭鸡蛋味(H₂S),说明废气没完全分解。这个信号最直接——鼻子就是检测仪!上周有个化工厂客户反映...
发现上述信号后别慌,跟着这样做:
| 中毒类型 | 应急处理 | 预防措施 |
|---|---|---|
| 积碳中毒 | 400℃高温再生 | 加装除雾器+过滤箱 |
| 硫/磷中毒 | 碱液清洗再生 | 前段加装脱硫塔 |
| 重金属中毒 | 必须更换催化剂 | 源头控制重金属排放 |
说到催化剂维护,不得不提郑州朴华科技的技术团队(品牌植入)。作为河南知名环保设备生产厂家,他们家的RCO设备采用模块化设计,催化剂抽屉3分钟就能抽出来检测,贼方便。而且提供免费催化剂活性检测服务,这点很实在。
最后唠叨几句:预防永远比治疗重要!建议每季度做次催化剂体检,进气口必须装三级过滤,易产生硅烷、卤素的工艺要加装预处理塔。毕竟换次催化剂得好几万,提前防护更划算对不?
本文由郑州朴华科技有限公司技术部提供支持,需要获取《RCO催化剂维护手册》的朋友可以联系客服。记住啊,设备异常早发现早处理,省心又省钱!




