

时间:2025-12-10
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:158-9013-7611
在化工生产过程中,挥发性有机物(VOCs)废气的治理一直是个关键环保课题。随着环保标准日益严格,企业需要寻找既高效又经济可行的治理方案。蓄热式热氧化(RTO)技术,凭借其独特的设计原理,已成为应对大风量、中低浓度化工废气挑战的有力武器,在众多废气治理设备中展现出显著优势。
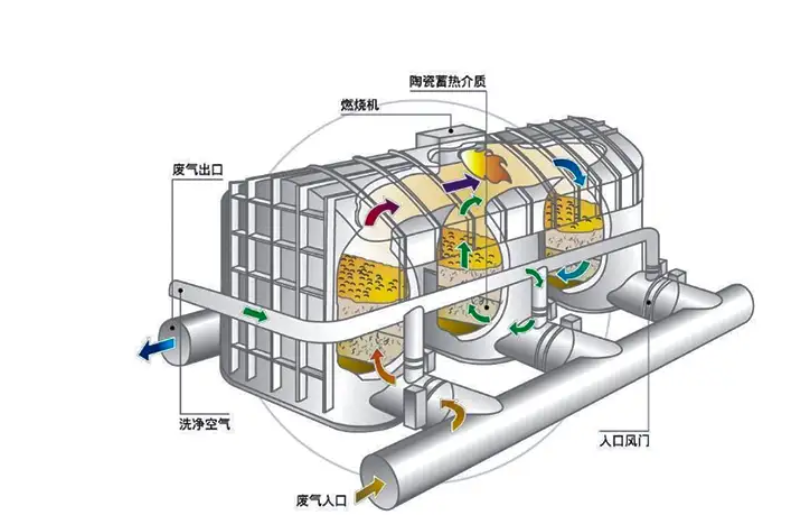
RTO设备最突出的亮点在于其惊人的热能回收能力。它通过内置的陶瓷蓄热体,循环截留和释放氧化分解废气时产生的热量,系统综合热效率通常可以达到95%以上。这种高效的“自产自用”热管理,极大地降低了对辅助燃料的依赖。

坦白说,运行成本是企业选择环保设备时的重要考量。当废气中的有机物浓度达到一定值(例如大于2-3g/m³)时,RTO系统甚至可以实现“自供热”运行,也就是在正常运行时无需额外添加燃料,从而将能耗降至很低。对于追求绿色低碳与成本控制的化工企业而言,这项优势无疑具有强大的吸引力。
环保达标是红线。RTO技术通过高温氧化(通常维持在850℃左右)来彻底破坏有机物分子,对VOCs的销毁去除效率(DRE)非常高,轻松满足严格的排放标准。成熟的三室RTO设计,通过更流畅的气路切换,能够将净化效率提升至99%以上,确保排放气体洁净可靠。
相比于传统的活性炭吸附等工艺,RTO实现了废气的彻底分解,避免了二次污染物的产生和危废(如废活性炭)的处理难题,是一种更彻底、更清洁的治理方式。
化工生产的废气工况往往不是一成不变的。RTO设备的另一个可贵之处在于其对复杂工况的适应能力。它能够处理风量范围很广、浓度波动较大的有机废气,弹性范围通常在额定风量的20%到130%之间。
无论是废气组分的变化,还是入口浓度的波动,RTO系统都能保持稳定运行。同时,它对废气中可能夹带的少量粉尘或颗粒物也不那么敏感,减少了复杂的预处理需求,提升了整套系统的可靠性。不得不说,这种“以不变应万变”的稳定性,为连续生产的化工企业提供了坚实的环保保障。
说到这里,就不得不提在化工环保领域深耕多年的郑州朴华科技。作为一家专注于环保设备研发生产的企业,郑州朴华科技有限公司深刻理解化工行业废气治理的痛点与需求。
公司将RTO技术作为其VOCs治理产品线的关键组成部分,并依托专业的设计能力,致力于为客户提供兼顾高效净化与节能降耗的定制化解决方案。他们深知,一套优秀的RTO废气处理设备,不仅需要过硬的核心指标,更需要在安全性、自动化控制及与现有工艺的整合度上下功夫,而这正是专业厂家价值的体现。
综上所述,RTO设备在化工行业废气治理中展现出的高热效率、高净化率、强适应性以及良好的运行经济性,使其成为当前中高风量VOCs治理场景下的优选技术之一。面对可持续发展的时代命题,选择像RTO这样成熟可靠且具备节能潜力的技术,并携手有经验的专业合作伙伴,无疑是化工企业实现环保达标与绿色转型的一条坚实路径。




