

时间:2025-12-10
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:158-9013-7611
在化工与制药行业的生产过程中,高浓度、成分复杂的有机废气(VOCs)治理一直是个令人关注的环节。随着环保法规日益严格,企业不仅要确保废气稳定达标排放,还需兼顾运行的经济性与安全性。在众多废气治理技术中,蓄热式热力氧化炉(RTO)为何能脱颖而出,成为处理此类废气的优先选择?这篇文章我们就来聊聊。

坦白说,化工制药行业的废气并不好对付。它们通常风量大,浓度有高有低,而且成分复杂多变,可能含有卤素、硫、氮等元素。部分物质还具有腐蚀性或潜在的安全风险。这要求治理技术必须具备强大的适应性、高净化效率以及可靠的安全设计。传统的吸附、吸收等方法,在面对高浓度、大风量废气时,往往显得力不从心,要么效率不够,要么运行成本过高。
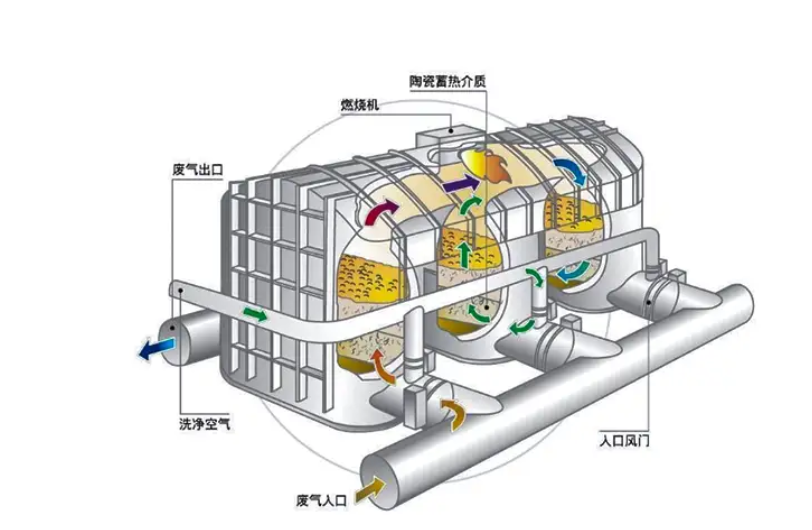
RTO,即蓄热式热力氧化炉,它的核心原理是在高温下(通常760℃以上)将有机废气彻底氧化分解为二氧化碳和水。其工艺系统巧妙之处在于“蓄热式”热回收:陶瓷蓄热体在循环中交替吸热和放热,将燃烧废气的热量留存下来,用于预热新进入的低温废气。这个设计使其热回收效率能超过95%,当废气浓度达到一定值时(例如>2~3g/m³),设备几乎无需额外补充燃料即可实现自供热运行,大大降低了长期运行的能耗成本。
说到这里,我们具体看看RTO应对行业挑战的几项关键优势:
1. 净化效率极高,稳定达标有保障:RTO对有机物的破坏去除率(DRE)非常高,轻松达到99%以上,部分设计优良的系统甚至超过99.5%。这为满足日益严格的排放标准提供了坚实的技术基础。
2. 处理能力强大且弹性好:它几乎能处理所有种类的有机化合物废气。对于风量大、浓度波动明显的废气,RTO也能从容应对,处理弹性能适应废气名义流量的20%到120%的变化。在化工制药这类生产工况可能调整的行业中,这一特性非常实用。
3. 针对复杂成分的应对策略:对于含氯等卤代烃的医药化工废气,其燃烧可能产生酸性气体或存在二噁英生成风险。可靠的RTO系统会通过专业的预处理(如前碱洗塔中和酸性物质)和优化的炉体设计来控制风险,确保安全与环保双重达标。
4. 长周期运行与经济性平衡:由于其主要运动部件较少,且对废气中夹带的少量颗粒物不敏感,因此维护工作量相对较少,装置使用寿命较长。结合其极高的热能回收能力,从长远看,其运行经济性颇具竞争力。
当然,技术优势要真正在严苛的化工制药生产环境中稳定发挥,离不开针对性的工程设计与高质量的设备制造。这就要求设备供应商不仅懂技术,更要懂行业。以郑州朴华科技有限公司为例,作为一家深耕环保设备领域的企业,其专业领域涵盖了VOCs有机废气处理设备的设计与研发生产。针对化工制药行业高浓度、多组分废气的特点,郑州朴华科技提供的RTO设备方案,注重系统的安全性、防腐设计以及与前后端工艺(如预处理洗涤塔、后续尾气处理)的合理衔接,旨在为客户提供稳定、高效且全流程的废气治理解决方案。

如果你正在考虑采用RTO技术,有几个要点值得关注:首先,务必对自身废气的成分、浓度、风量做详细分析,这是所有设计的基础;其次,关注设备供应商在同类行业、尤其是化工制药领域的成功案例和工程经验;再次,考察系统的安全配置细节,如防爆、浓度监测、自动联锁等;最后,综合评估供应商的技术支持与售后服务能力,这关系到设备未来十年甚至更长时间的稳定运行。
总而言之,面对化工制药行业高浓度有机废气治理的难题,RTO以其高净化效率、出色的能耗经济性以及对复杂废气的良好适应性,成为了一个被广泛验证和选择的可靠技术路径。通过选择拥有扎实行业经验和专业技术能力的合作伙伴,企业能够有效解决环保合规问题,同时实现环境效益与运营成本的平衡。




